
Infrasarkano kristālu žāvētājs R-PET granulēšanas/ ekstrūzijas līnijai


PET pārslu infrasarkanā iepriekšēja žāvēšana: PET ekstrūderu jaudas palielināšana un kvalitātes uzlabošana
>> Pārslu pārstrāde ekstruderī samazina IV hidrolīzes un ūdens klātbūtnes dēļ,un tāpēc iepriekšēja žāvēšana līdz viendabīgam žāvēšanas līmenim ar mūsu IRD sistēmu var ierobežot šo samazinājumu. Turklāt sveķi nedzeltē, jo tiek samazināts žūšanas laiks (Žāvēšanas laiks ir tikai 15-20 minūtes, galīgais mitrums var būt≤ 50ppm, enerģijas patēriņš mazāks par 80W/KG/H), un tādējādi tiek samazināta arī bīde ekstrūderī, jo iepriekš uzkarsētais materiāls nonāk ekstrūderī nemainīgā temperatūrā.
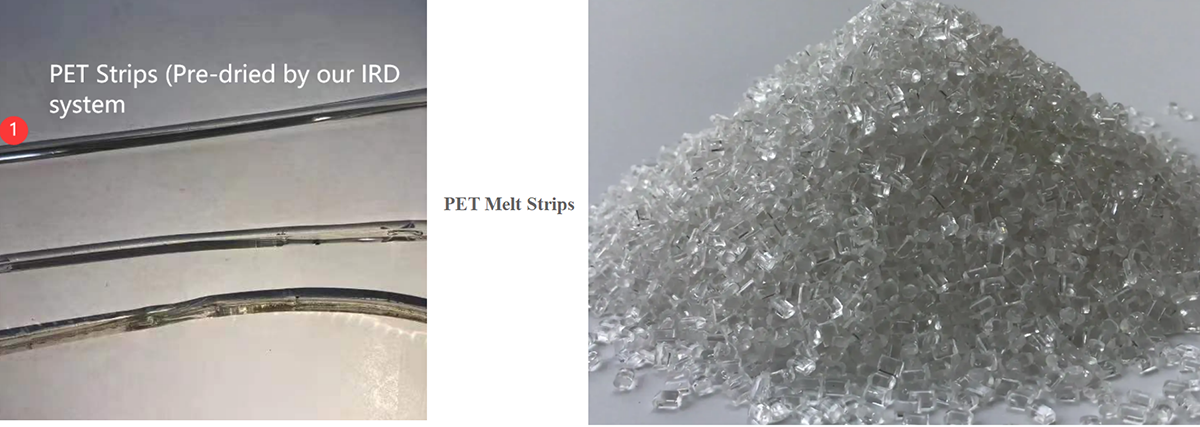
>>Pirmajā solī PET pārslīpēšana tiek kristalizēta un žāvēta IRD iekšpusē aptuveni 15 minūšu laikā. Šis kristalizācijas un žāvēšanas process tiek panākts ar tiešu uzsildīšanas procedūru, izmantojot infrasarkano starojumu, lai sasniegtu materiāla temperatūru 170˚C. Atšķirībā no lēnā karstā gaisa sistēmām, ātrā un tiešā enerģijas ievade nodrošina perfektu pastāvīgi mainīgo ievades mitruma vērtību izlīdzināšanu – IR starojuma kontroles sistēma ļauj reaģēt uz izmainītiem procesa apstākļiem dažu sekunžu laikā. Tādā veidā vērtības, kas svārstās no 5000 līdz 8000 ppm, tiek homogēni samazinātas IRD iekšienē līdz atlikušā mitruma līmenim aptuveni 30-50 ppm.
>>Kā sekundārais kristalizācijas procesa efekts IRD palielinās slīpētā materiāla tilpuma blīvums,īpaši ļoti vieglās pārslās. Šis sekundārais efekts ir ļoti interesants, ņemot vērā to, ka tendence uz plānām sienām pudelēm neļauj pārstrādājamam materiālam sasniegt tilpuma blīvumu > 0,3 kg/dm³. IRD var palielināt tilpuma blīvumu par 10 līdz 20 %, kas no pirmā acu uzmetiena šķiet nenozīmīgs, taču būtiski uzlabo padeves veiktspēju pie ekstrūdera ieplūdes – lai gan ekstrūdera ātrums nemainās, ir būtiski uzlabots. uzpildes veiktspēja uz skrūves.

Publicēšanas laiks: 07.07.2023